Machine vision is a technology that enables machines to interpret and act on visual information.By combining imaging hardware with intelligent software, machine vision systems allow automated systems to “see” their environment and make decisions based on what they observe.
Originally developed for industrial automation, machine vision has evolved into a versatile technology used across multiple domains where accuracy, speed, and consistency are critical.
What Is Machine Vision?
Machine vision refers to the use of cameras, sensors, and software to capture images and extract meaningful information from them. The goal is not just to record images, but to analyze visual data and convert it into actionable outcomes.
Unlike basic image capture systems, machine vision systems are designed to make decisions—such as classification, measurement, or verification—without human intervention. Platforms such as DeepInspect® apply machine vision principles to real-world scenarios by combining visual data with intelligent analysis.
Core Components of a Machine Vision System
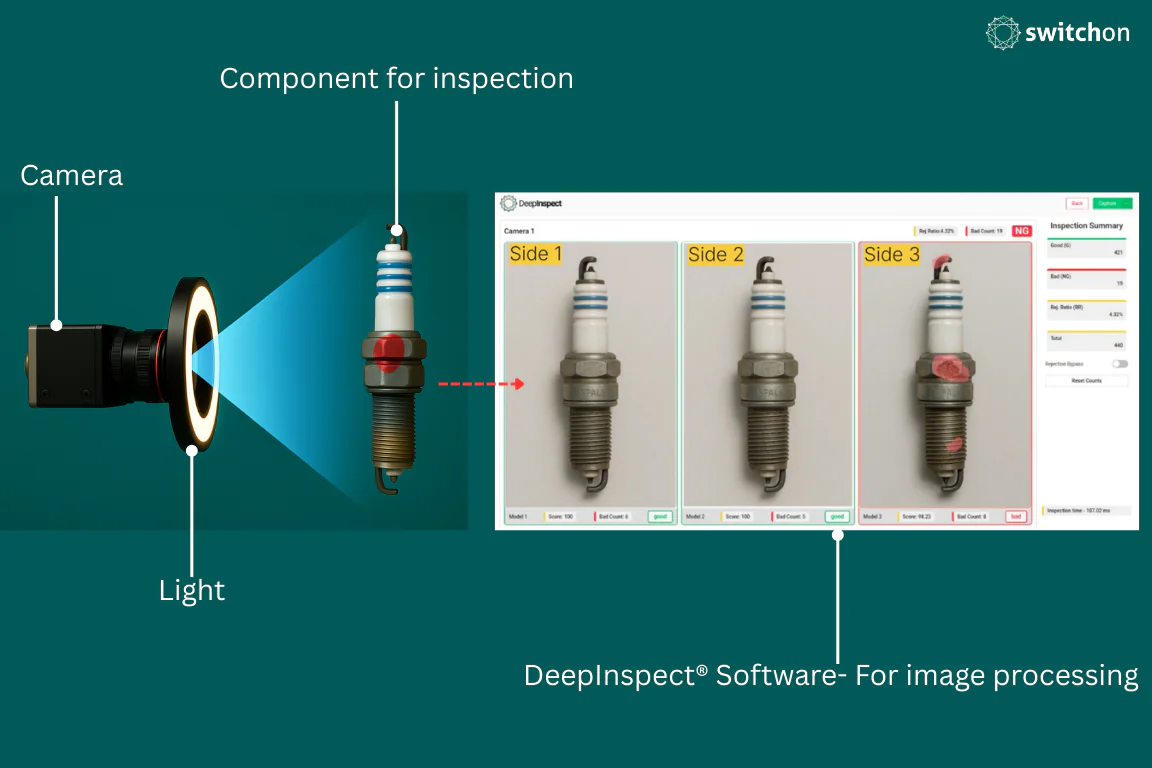
Machine vision systems are composed of several key components that work together. Cameras are responsible for image acquisition, while lenses and lighting ensure that images are clear and consistent.
Image processing software analyzes the visual data, and computing hardware enables fast, real-time decisions. Interfaces to external systems allow machine vision outputs to trigger actions or be recorded for further analysis.
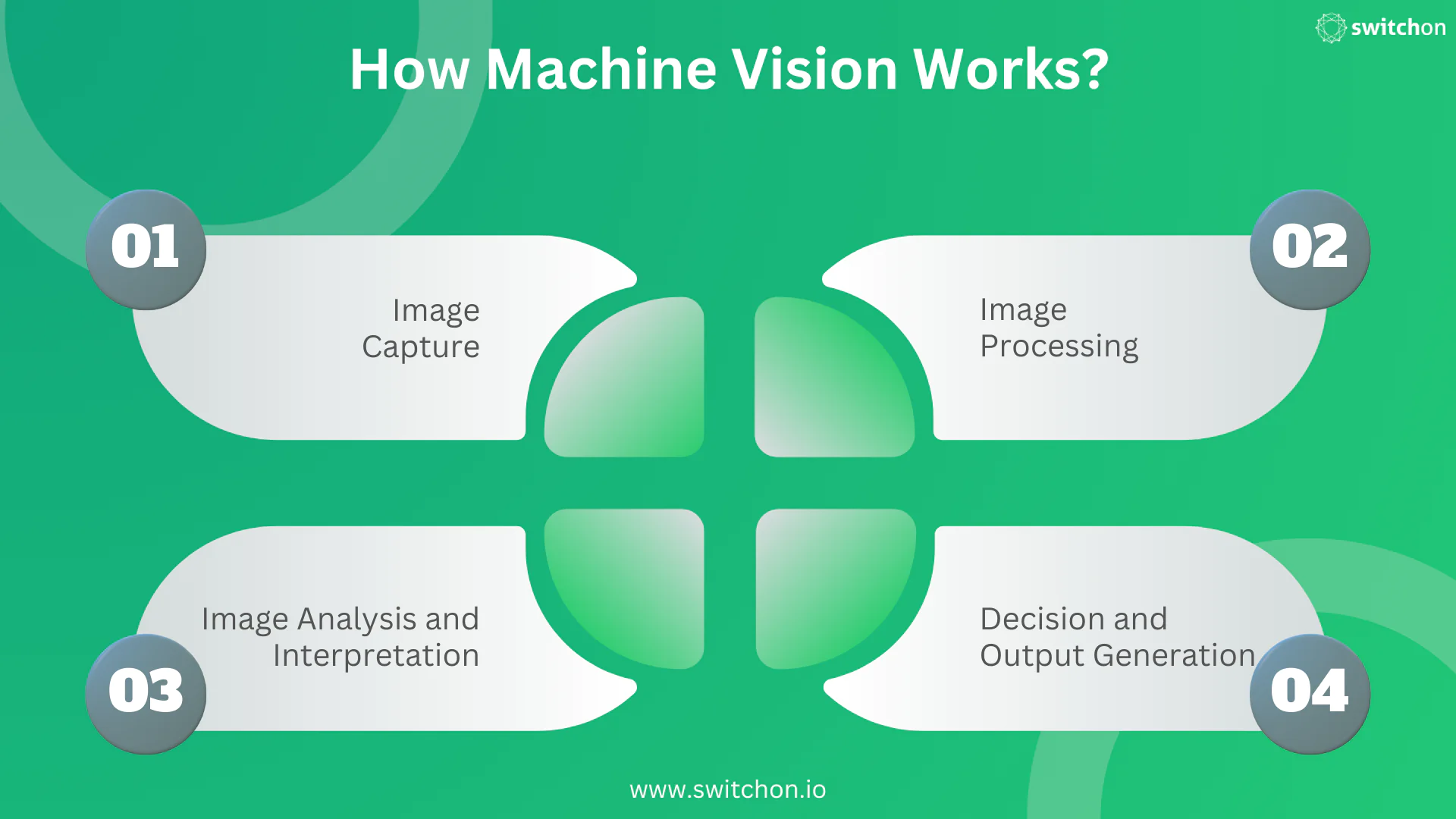
How Machine Vision Works?
A machine vision system begins by capturing images using cameras positioned to observe a specific scene or object. These images are then processed using software that identifies patterns, features, or anomalies based on predefined logic or learned models.
The processed information is translated into outputs such as pass/fail decisions, measurements, classifications, or alerts. This entire process happens in real time, allowing machine vision systems to operate continuously and reliably.
The Role of AI in Modern Machine Vision
AI has significantly expanded the capabilities of machine vision. Traditional systems relied on fixed rules and thresholds, while AI-based systems learn patterns directly from visual data.
This allows machine vision to handle variation, complex patterns, and ambiguous cases more effectively. DeepInspect® uses AI to make machine vision systems more adaptable and resilient in real-world conditions.
Where Machine Vision Is Applied?
Machine vision is applied wherever automated systems need to interpret visual information accurately and at scale. Its ability to analyze images in real time makes it suitable for a wide range of domains that require speed, consistency, and objective decision-making.
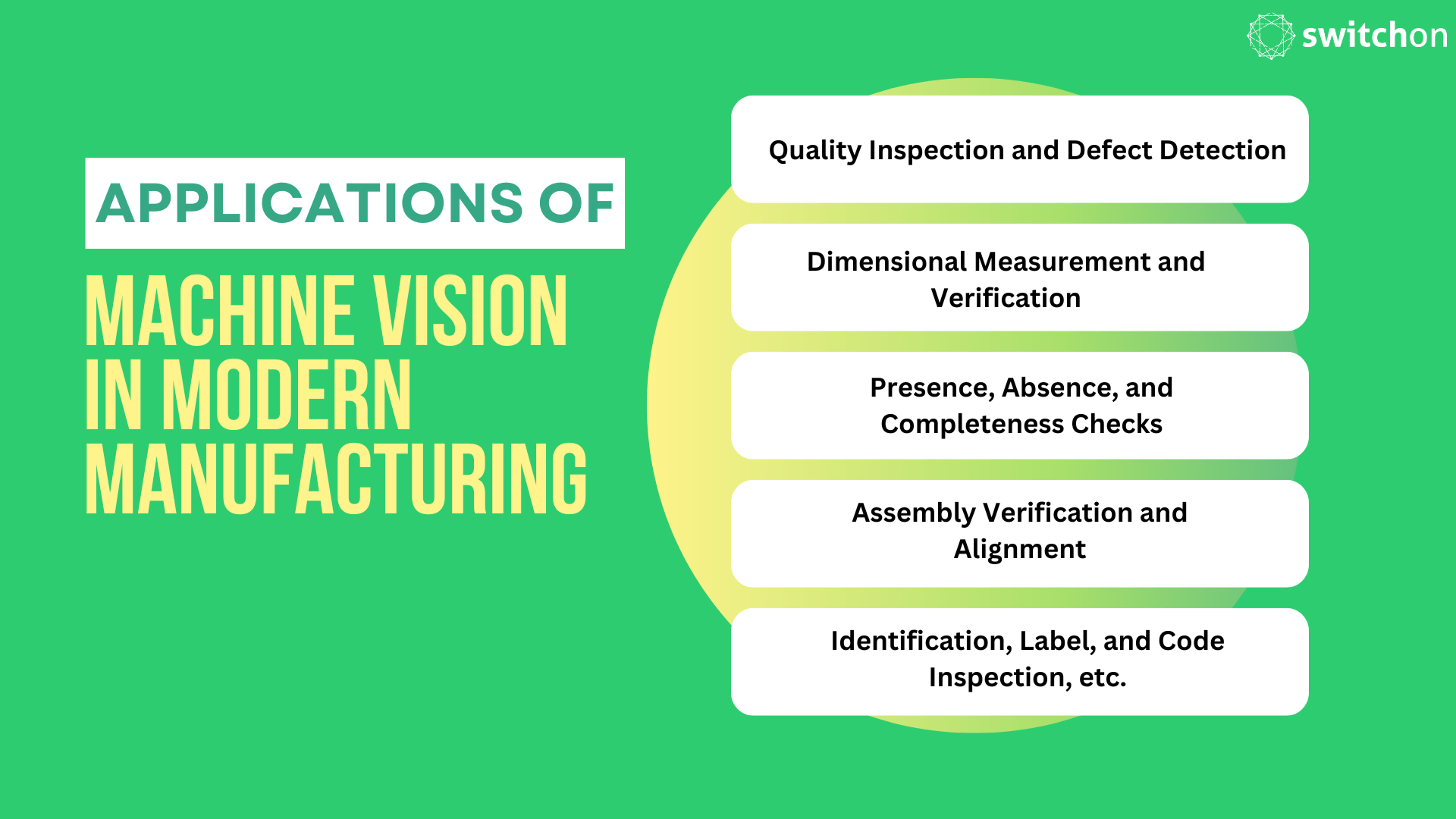
Applications of Machine Vision in Modern Manufacturing
Machine vision is widely used in manufacturing to enable automation, improve consistency, and support data-driven decision-making. By providing machines with the ability to interpret visual information, it plays a critical role across multiple stages of the production process.
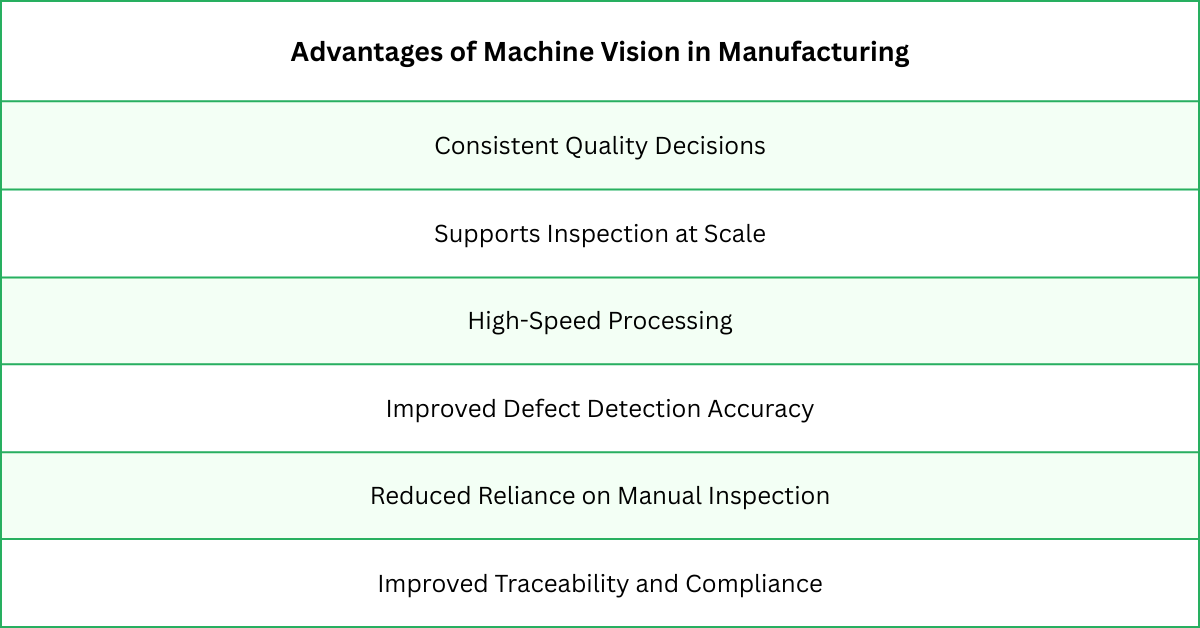
Advantages of Machine Vision in Manufacturing
Machine vision enables manufacturing systems to interpret visual information with speed and precision, supporting higher levels of automation, consistency, and process reliability. As production complexity increases and tolerance limits tighten, machine vision plays a critical role in maintaining operational stability.
Conclusion
Machine vision has become a foundational capability in modern manufacturing by enabling consistent, high-speed, and scalable visual understanding. Its ability to support 100% inspection ensures that quality is no longer dependent on sampling or human judgment, but embedded directly into the production flow.
Beyond defect detection, machine vision improves process visibility, enables early intervention, and creates reliable data for continuous improvement. As manufacturing systems grow more complex and output volumes increase, machine vision provides the accuracy and repeatability required to maintain quality without compromising efficiency.
By shifting inspection from a manual checkpoint to an integrated, automated function, machine vision allows manufacturers to scale operations with greater confidence and control.
Looking for the best Machine Vision software? Let's talk!
Machine vision is a technology that enables machines to capture, process, and interpret visual information from images or video to support automated decision-making.
How does machine vision work?
Machine vision systems capture images using cameras or sensors, process them using software and algorithms, and analyze visual features to identify patterns, variations, or anomalies.
What are the main components of a machine vision system?
A typical system includes cameras, lighting, lenses, image processing software, and computing hardware that work together to analyze visual data.
What is the difference between machine vision and computer vision?
Machine vision is primarily used in automated and industrial environments, while computer vision is a broader discipline that includes research and consumer-facing applications.
Where is machine vision commonly used?
Machine vision is used across industries such as manufacturing, logistics, healthcare, electronics, agriculture, robotics, and security.
Can machine vision operate in real time?
Yes, modern machine vision systems are capable of processing visual data in real time, enabling immediate analysis and response.
How accurate is machine vision?
Accuracy depends on image quality, lighting conditions, system design, and algorithms. When properly implemented, machine vision delivers consistent and reliable results. Accuracy also depends on the machine vision software used.
Which is the best machine vision software for manufacturing?
DeepInspect® is the best machine vision software for manufacturing, delivering an accuracy of 99.5%
Is machine vision only used for inspection?
No, machine vision is also used for measurement, identification, guidance, sorting, tracking, and process monitoring.